






วันนี้ขอนำเสนอคัตติ้งทูล คุณภาพดีจาก (Nine9) ประเทศไต้หวัน เป็น NC Spot Drill with indexable carbide insert. ดอกเจาะนำศูนย์แบบเปลี่ยนเม็ดอินเสิร์ท ใช้ได้บนเครื่อง CNC lathes, CNC turning centers และ machining centers ทำงานได้หลากหลาย อาทิเช่น
• Engraving งานแกะ
• Spotting งานเจาะนำศูนย์
• Chamfering งานทำแชมเฟอร์
• Grooving งานเซาะร่อง
V9MT0802 / V9MT12T3 - 60°

V0820802 / V08212T3 - 82°

N9MT05T1 - 90°

N9MT0802 - 90°

N9MT11T3 - 90°

N9MT1704 - 90°

N9MT220408 - 90°

N9MT11T3 - 100° / 120° / 142°

V14208 / V14216 - 142°

ติดต่อขอข้อมูลคัตติ้งทูลเพิ่มได้ที่ 02-3704900 (ออโต้ 10 สาย), 081-8289116, อีเมลล์ marketing@ptsc.co.th
facebook: ptsc.cuttingtools
#engraving #grooving #chamfer #เจาะนำศูนย์ #แกะสลัก #ลบคมขอบ #เซาะร่อง #ขอบมน #cnc #manual #Nine9 #PTSC — ที่ Precision Tooling Services Co., Ltd. - PTSC
• Engraving งานแกะ
• Spotting งานเจาะนำศูนย์
• Chamfering งานทำแชมเฟอร์
• Grooving งานเซาะร่อง
NC Spot Drill
N9MT11T3P60 - 60°

N9MT11T3P60 - 60°
V9MT0802 / V9MT12T3 - 60°
V0820802 / V08212T3 - 82°
N9MT05T1 - 90°
N9MT0802 - 90°
N9MT11T3 - 90°
N9MT1704 - 90°
N9MT220408 - 90°
N9MT11T3 - 100° / 120° / 142°
V14208 / V14216 - 142°
facebook: ptsc.cuttingtools
#engraving #grooving #chamfer #เจาะนำศูนย์ #แกะสลัก #ลบคมขอบ #เซาะร่อง #ขอบมน #cnc #manual #Nine9 #PTSC — ที่ Precision Tooling Services Co., Ltd. - PTSC
NC Spot Drill Catalog
|
|
|
|
|
| ||||||||||||||||||||
|
|
|
|
|










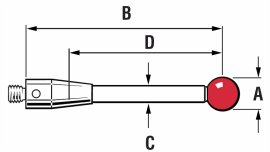 A = ball diameter
A = ball diameter























